
「溶接」の面白さは「奥の深さ」!

●融接
熱を加えることで接合部を溶かして、接合させる方法。
●圧接
圧力によって2つの接合部を接合させる方法。正式には「加圧溶接」という。
●ろう接
接合部分とは別の材質を溶かし、間に流し込んで固めて接合させる方法。


 アーク溶接(半自動溶接)
アーク溶接(半自動溶接)
●アーク溶接
アーク放電という、強い光と熱を発する放電現象を利用した溶接方法。溶接機とつながった電極(溶接棒)を接合部分に擦りつけることによってアーク放電を発生させ、金属を溶かして接合する。発生する熱は中心部で約16,000度、外周部で約10,000度といわれ、融点が高い金属でも一瞬で溶かすことが可能。高い強度で溶接ができるため、あらゆる金属構造物に利用できるが、強い光を発生するため接合部分が見えづらいのが難点。高い品質で溶接をするには技術力が必要。
●ガス溶接
可燃性ガスと酸素が結びついて燃焼する際に発生する熱を利用して、金属を接合する方法。アーク熱のように一瞬で高い熱が発生するわけではないので、作業時間が長くなるのがデメリット。一方で、アーク溶接のような強い光が発生しないため接合部分が見えやすいこと、温度調整がしやすいため金属の溶けすぎを防げることがメリット。
●レーザー溶接
レーザー光の照射により金属を溶融させて接合する方法。局部的で微細な溶接ができることから、精密機器などの溶接によく用いられる。アーク溶接やガス溶接に比べ熱量が少ないため、変形や歪みを軽減できるというメリットも。ただし、一般的にレーザー溶接機は高価なため、高額な設備投資が必要
 圧接継手:火で炙っている様子
圧接継手:火で炙っている様子
●摩擦圧接
接合する金属の母材を高速でこすり合わせ、摩擦熱によって母材が軟化すると同時に圧力を加えて接合する技術で、異種金属の接合に適している。アーク溶接のように熱源(溶接棒)を必要としないため、自然環境に優しい接合方法といわれている。
●爆発圧接
爆薬の爆発衝撃力によって接合部を高速で塑性変形させて接合させる方法。異種金属同士を全面にわたり接合できるため、融接での接合が難しい材料の組み合わせに適している。デメリットとしては、加工の性質上、取り扱いに注意が必要なこと、爆発音が生じることが挙げられる。
●レーザー溶接
レーザー光の照射により金属を溶融させて接合する方法。局部的で微細な溶接ができることから、精密機器などの溶接によく用いられる。アーク溶接やガス溶接に比べ熱量が少ないため、変形や歪みを軽減できるというメリットも。ただし、一般的にレーザー溶接機は高価なため、高額な設備投資が必要
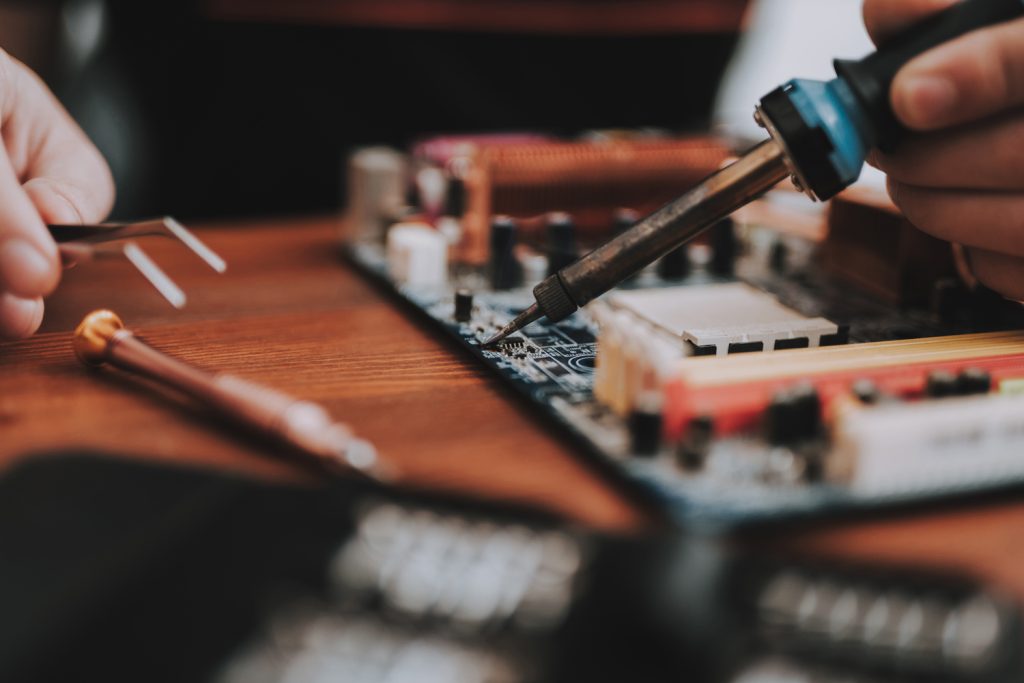 はんだ付
はんだ付
●ろう付
接合する2つの母材の間に、融点が母材より低い「ろう」を溶かして落として浸透拡散させ、冷却して凝固することによって接合する方法。母材自体を溶かす必要がないため、母材を傷めずに接合することが可能。
●はんだ付
接合部にハンダコテを当てて熱し、そこに溶かしたはんだを流して部分的に合金をつくることで接合する方法。直接母材同士を結合させるわけではないので、機械的な強度をあまり必要としない場合に用いられることが多い。主には、電子回路・部品などの接合に用いられる。
 腐食していく鉄の設備の定期修繕工事に必要な溶接の技能。(イメージ)
腐食していく鉄の設備の定期修繕工事に必要な溶接の技能。(イメージ)
